



THE CUSTOMER
Korean die caster
HTS SOLUTION
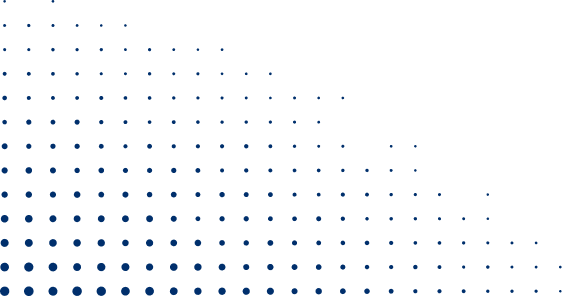
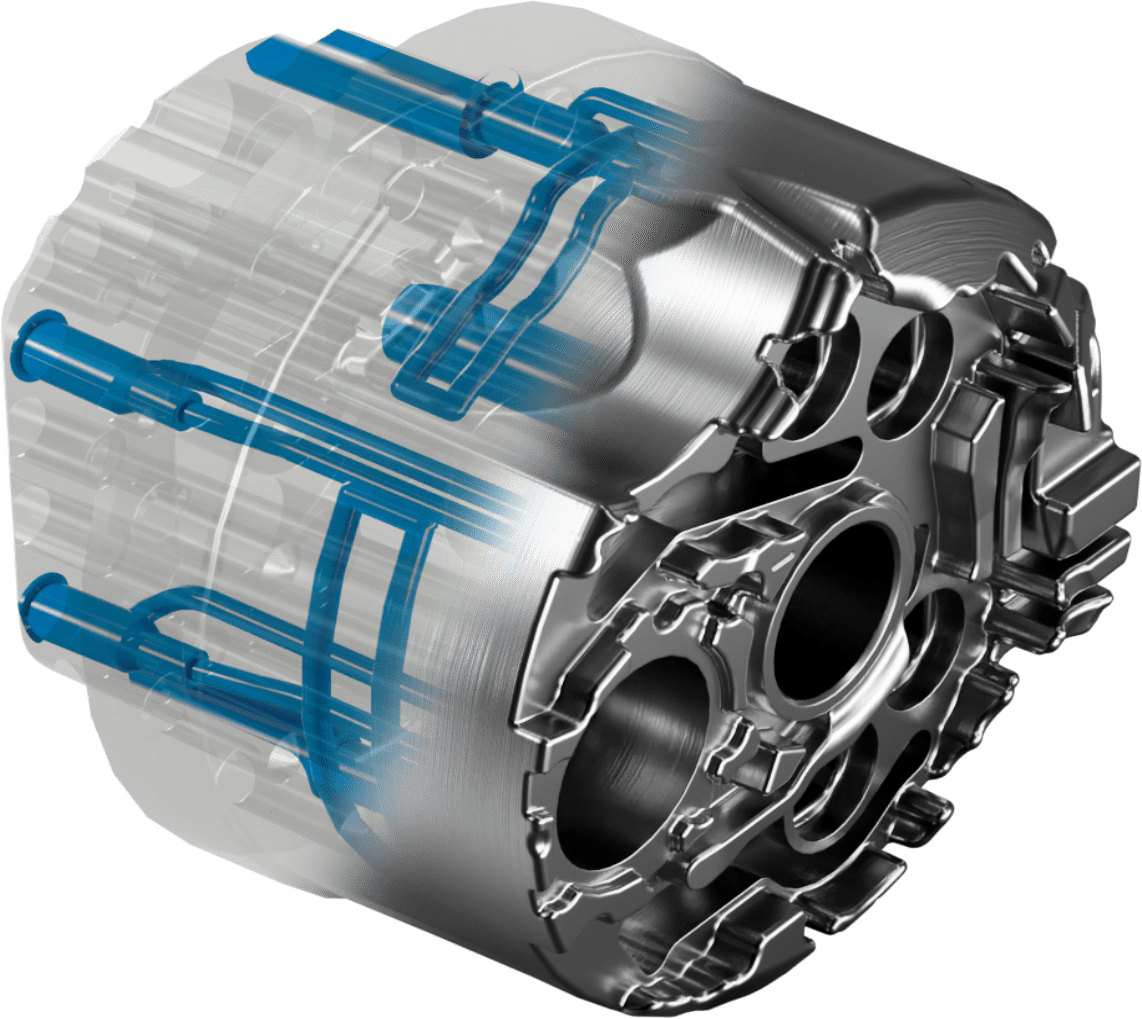
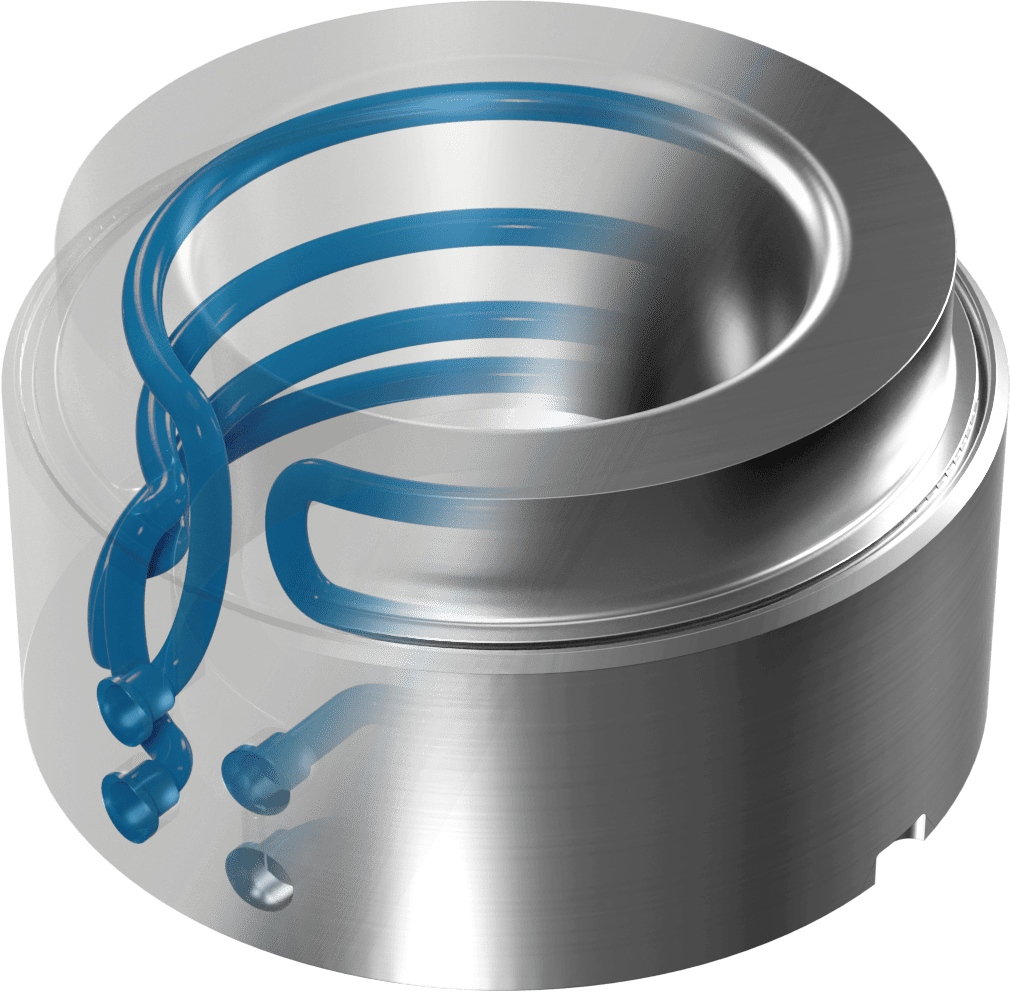
iTherm® conformally cooled shot block
THE CHALLENGE
Eliminate shot block overheating
OUTCOME
40% lower surface temperature and implementation of microspraying
Case study overview
Our customer in Korea, a specialized manufacturer of non-ferrous metal casting and electrical equipment wanted to implement microspraying on one of their dies to enhance the efficiency of their manufacturing process. However, they encountered an issue: the microspraying caused their shot block to overheat because it did not effectively remove heat during this phase. This overheating problem necessitated longer and more intense spraying, which was inefficient and costly. By integrating iTherm® technology, they were able to significantly increase the heat dissipation rate of the system and this eliminated the need for prolonged, high-intensity spraying.
With the implementation of the conformal-cooled shot block, the customer successfully incorporated microspraying into their process. This change not only reduced cycle times but also resulted in significant savings on lubrication and water costs. Additionally, the reduced need for high-intensity spraying lowered the tensile stresses on the die surface. This, in turn, improved the die’s lifespan, offering a more durable and cost-effective solution.
Overall, the integration of iTherm® ‘s conformal cooling technology provided the customer with an optimized manufacturing process that reduced operational costs including water and lubricant consumption and improved the longevity of their equipment.

Conclusion
Using iTherm® Sprue Bush resulted in substantially shorter cycle time.

Greater coverage of the cooling channels inside the iTherm® shot block with better HTC and better thermal conductivity of the base material results in much better and more even heat dissipation across the whole shot block.

For the conventional shot block, the time needed to cool it below 200°C is 8s, 4s of spraying + 4s of blowing; and microspraying not possible without significantly prolonged cycle time.
Whereas for the iTherm® Shot Block, the time to cool 200°C is 2s, 1s of spraying + 1s of blowing.
Results
With iTherm® shot block we were able to reduce hotspot temperatures. Due to the improved cooling power of the iTherm®, less time is needed to reach the optimal temperatures during die preparation and less time to solidify the biscuit and the runner. Manipulation processes can also be significantly shorter without the risk of overheating the components.
To avoid possible component overcooling it is advised to reduce manipulation time where possible. The temperature of the die can also be regulated by adjusting the flow and the type of the coolant.

Cycle time reduction -15%